経済産業省選定
経済産業省選定 経済産業省 令和元年度 事業継続力強化計画認定
経済産業省 令和元年度 事業継続力強化計画認定 経済産業省選定
経済産業省選定 第2回ものづくり日本大賞経済産業大臣特別賞受賞
第2回ものづくり日本大賞経済産業大臣特別賞受賞 KES・環境マネジメントシステム・スタンダード登録事業所
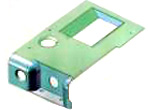
KES・環境マネジメントシステム・スタンダード登録事業所金属の薄板をハンマーで叩いて伸び縮みさせ、微妙な曲面などの立体形状をつくりだす金属板の成形法です。板は溶接で接合します。



打ち出し板金の特長
- 人の感性と体力が基本の成形法であり、エネルギーの使用量と切り粉(金属屑)や粉塵、廃液の発生も少なく、自然環境にとても優しい。
- 成型用の専用金型が不要であるため、非常に小回りと融通が利き、試作、単品・極少量品の製作に向いている。
- 工業製品からデザイン性の高い美術品的なもの、大きなものから手のひらに乗る小さなものまで、様々なものづくりに応用できる。
通常、厚い木の板を削り、個々の木片を接着してつくる弦楽器のような繊細な形状も再現できる。右の写真にあるチェロは、新幹線に使うのと同じアルミ素材の板を、切って、叩いて、溶接して製作。もちろん金型は使っていません。

成形品のサイズ
 10メートルを越える先頭構体から、数センチ程度の小さな部品まで、多岐に渡る。鉄道車両部品の製造実績は、下記リンク先をご参照。
10メートルを越える先頭構体から、数センチ程度の小さな部品まで、多岐に渡る。鉄道車両部品の製造実績は、下記リンク先をご参照。
製造実績
 鉄道車両部品以外では、甲冑などの工芸品や美術品、建築物の内外装、航空機部品、ロケットの噴射口、自動車の試作、クラシックカーのレストア、ボートの構体や内装、開発・試作用の装置機器の筐体やカバーなど幅広い分野において適用例が確認されています。
鉄道車両部品以外では、甲冑などの工芸品や美術品、建築物の内外装、航空機部品、ロケットの噴射口、自動車の試作、クラシックカーのレストア、ボートの構体や内装、開発・試作用の装置機器の筐体やカバーなど幅広い分野において適用例が確認されています。
打ち出し成形に使う金属素材
 弊社での成形品の大半が高速鉄道車両用の部品であることからアルミが主体ですが、軟鋼(SS)、ステンレス鋼(SUS304)、チタン、ジュラルミン、銅の成形実績もあります。
弊社での成形品の大半が高速鉄道車両用の部品であることからアルミが主体ですが、軟鋼(SS)、ステンレス鋼(SUS304)、チタン、ジュラルミン、銅の成形実績もあります。